



上海加工中心主轴电机维修常见故障及分析如下?
1.加工中心主轴电机常见故障分析
加工中心的主轴通常使用伺服调速电动机调速,其结构相对简单,但是加工中心有刀具自动夹、和切屑自动清除装置以及主轴准停装置,常见的主轴故障也多发生在这些部位,下面对其进行具体的分析。
1.1主轴发热、旋转精度下降问题
故障发生的现象:加工出来的工件孔精度偏低,圆柱度很差,主轴发热很快,加工噪声很大。
故障原因分析:经过对机床主轴长期观察可以确定,机床主轴的定心锥孔在多次换刀过程中受到损伤,主要损伤原因是使用过程中换刀的拔、插到失误,损伤了主轴定心孔的锥面,仔细分析后发现主轴部件的故障原因有四点:
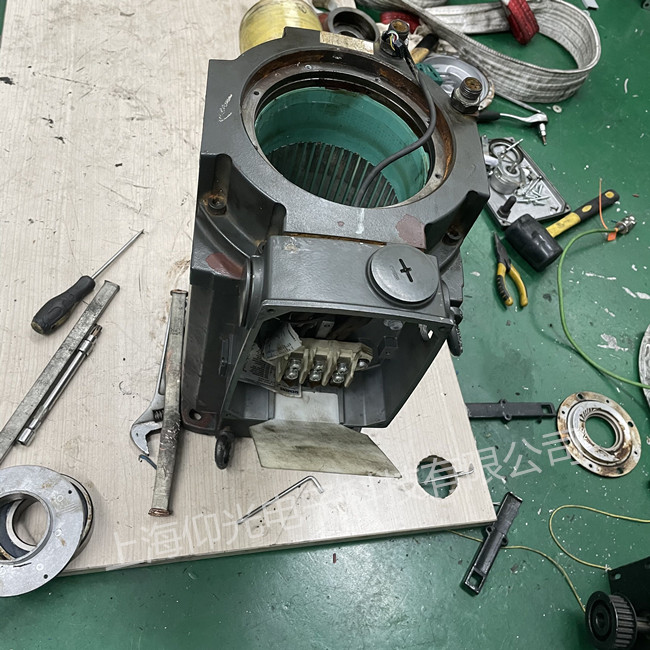
(2)主轴内用于定位刀具的锥形孔定位面上有损伤,导致主轴的锥面和刀柄的锥面不能完美配合,加工的孔出现微量偏心;
(3)主轴的前轴承预紧力下降,导致轴承的游隙变大;
(4)主轴内部的自动夹紧装置的弹簧疲劳失效,刀具不能完整拉紧,偏离了原本位置。
针对以上原因,故障处理措施:
(1)更换主轴的前端轴承,使用合格的润滑脂,并调整轴承游隙;
(2)将主轴内锥形孔定位面研磨合格,用涂色法检测保证与刀柄的接触面不低于90%;
(3)更换夹紧装置的弹簧,调整轴承的预紧力。
除此之外,在操作过程中要经常检查主轴的轴孔、刀柄的清洁和配合状况,要增加空气精滤和干燥装置,要合理安排加工工艺,不可使机器超负荷工作。
1.2加工中心的主轴部件的拉杆钢球损坏问题
故障发生的现象:主轴内刀具自动夹紧机构的拉杆钢球经常损坏,刀具的刀柄尾部锥面也经常损坏。
故障原因分析:经研究发现,主轴松刀动作与机械手拔刀动作不协调,具体原因是限位开关安装在增压气缸的尾部,在气缸的活塞动作到位时,增压缸的活塞不能及时到位,导致在夹紧结构的机械手还未完全松开时就进行了暴力拔刀,严重损坏了拉杆钢球和拉紧螺钉。
故障处理措施:对油缸和气缸进行清洗,更换密封环,调整压强,使两者动作协调一致,同时定期对气液增压缸进行检查,及时消除安全隐患。
1.3主轴部件的定位键损坏问题
故障发生的现象:换刀声音较大,主轴前端拨动刀柄旋转的定位键发生局部变形。
转载请注明出处:上海仰光电子科技专业伺服驱动器维修,伺服电机维修
本文链接:http://www.shygdz.com/fuwu/Services_Show6544.htm
伺服驱动器维修 伺服电机维修 触摸屏维修 变频器维修
联系方式:
电话:021-50157782
手机:13817011982 微信同号
邮箱:shygdzi@163.com
联系人:张工
网址:http://www.shygdz.com
【 我们确保修好测试好给客户!!!!】
上一篇:数控铣床伺服电机过载的原因有哪些
下一篇:没有了
